Calibración de la primera capa.
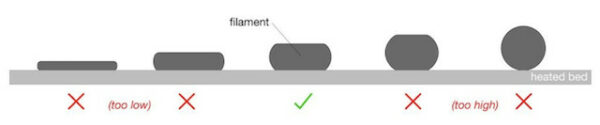
La calibración de la primera capa se utiliza para calibrar la distancia entre la punta de la boquilla y la superficie de impresión. El objetivo es ajustar la altura de la boquilla hasta que el plástico extruido se adhiera bien a la cama y se pueda ver que se aplasta ligeramente.
Las impresoras ensambladas en la fábrica de Prusa ya están afinadas y esta calibración solo es necesaria en caso de que construyas la versión en kit en casa o cambies la boquilla. La Calibración de la Primera Capa es parte del Asistente (último paso de la Calibración XYZ). También puede volver a calibrar la primera capa más adelante desde el menú LCD – Calibración – Calibración de la primera capa . Durante este proceso, gire la perilla para ajustar manualmente la distancia entre la boquilla y la cama, mientras la impresora imprime un patrón en zig-zag.
Con una impresora recién ensamblada, comenzará en cero y pasará a un valor negativo (-), lo que reducirá la distancia entre la boquilla y la base de calor. El valor cero inicial lo establece PINDA/SuperPINDA. posición. Gire la perilla en sentido antihorario para acercar la boquilla a la cama y alejar el valor de cero. El valor es único para cada impresora y también puede cambiar ligeramente con el tiempo y el uso. Por lo tanto, debe verificar visualmente al ajustar la altura, no por un valor establecido.
La configuración incorrecta de la calibración de la primera capa puede provocar varios problemas. Si la boquilla está demasiado lejos de la superficie de impresión, corre el riesgo de que la impresión no se pegue correctamente, lo que puede provocar una mancha . Por otro lado, si se configura demasiado cerca, puede experimentar problemas de extrusión y obstrucciones y mala calidad de impresión, o incluso daños en el hardware, como la lámina de acero flexible debido a que la impresión se pega demasiado. Por lo tanto, es importante hacerlo bien.
Antes de continuar, asegúrese de que la superficie de impresión (lámina de acero satinada, lisa o texturizada) esté limpia. Puede encontrar información sobre cómo limpiarlo en Preparación de la superficie de impresión PEI . Hay algunas pequeñas diferencias entre cómo debe verse en la hoja de acero texturizada y lisa. Por lo tanto, presentaremos imágenes y pautas para ambos, comenzando con la hoja lisa.
Hoja lisa
Demasiado alto
Desea que la línea quede aplanada, pero no aplastada. En el cuadrado al final de la línea de prueba, no desea que haya espacios entre las líneas ( imagen de la izquierda ), lo que significa que es demasiado alto. En ese caso, el valor será demasiado cercano a cero.
Demasiado baja
Si la boquilla está configurada demasiado baja ( imagen de la derecha ), verá que la línea se aplasta completamente y el cuadrado final tendrá crestas entre las líneas, lo que es una clara señal de que está configurada demasiado baja y el valor estará demasiado lejos de cero. . Cuando es demasiado bajo, los bordes del cuadrado también pueden comenzar a curvarse hacia arriba. En el extremo, el filamento se extenderá tan delgado que podrá ver a través del filamento impreso, lo que provocará la obstrucción de su hotend.
Justo
Un ajuste correcto le mostrará una superficie uniforme ( imagen central ), sin espacios entre líneas ni crestas. Como se ha dicho, el valor numérico depende de la posición exacta del sensor PINDA/SuperPINDA, que será único para cada máquina y no significa nada sin una referencia visual. Sin embargo, un rango común es de -0.400 a -1.500.
Hoja texturizada
Las láminas texturizadas son más finas que las láminas con PEI liso, por lo que hay que acercar un poco la boquilla, pero se buscan los mismos resultados que con la lámina lisa. Nuevamente, si se establece demasiado bajo ( imagen de la derecha ), el filamento puede comenzar a enrollarse alrededor de los bordes como si no se adhiriera. El valor numérico estará demasiado lejos de cero y debe volver a ajustarse.
Si se establece demasiado alto, verá que la línea es redonda y tiene espacios entre las líneas del cuadrado final. En este caso, el valor es demasiado cercano a cero.
Echa un vistazo a la boquilla
Una sola capa es de aproximadamente 0,2 mm / 0,00787402 pulgadas. También puede ser útil echar un vistazo a la boquilla y su distancia a la hoja. Sin embargo, medir la capa impresa con calibradores no es un método recomendado para calibrar la primera capa.
Cuándo ejecutar la calibración de la primera capa
Generalmente, la calibración de la primera capa se debe realizar cada vez que haya un cambio importante en el ensamblaje. Esto incluye cambiar la boquilla, actualizaciones de la extrusora u otras actualizaciones de cualquier eje. También debe ejecutar todas las calibraciones si mueve la impresora a una ubicación diferente.
Otros asuntos
- Si el ancho de la línea varía a lo largo de su longitud, es posible que deba realizar alguna corrección del nivel de la cama .
- Si la boquilla entra en contacto con la cama, el sensor de nivelación SuperPINDA/PINDA no está siendo activado por la lámina de acero flexible y debe moverse físicamente hacia abajo en su soporte. Esto lo acercará al nivel de la punta de la boquilla. Debe asegurarse de que esté ajustado como se indica en la Comprobación previa al vuelo en el manual de montaje. Si mueve el sensor de nivelación, debe volver a realizar la calibración de la primera capa.
Te gusto?
Nuestra web se mantiene gracias a la colaboración de personas como tú. Si encuentras nuestro contenido útil y quieres ayudarnos a seguir ofreciéndolo, invitamos un Tecito. Al hacerlo, estarás contribuyendo al mantenimiento y mejora de nuestro sitio. ¡Gracias por tu colaboración!