Problemas de Impresión (FDM)
Las impresoras y sus accesorios han sido fenomenales desde que hicieron su aparición en el mundo 3D. Comenzaron paulatinamente, siendo una exclusión de los ápices fabricantes que podían permitirse la tecnología para convertirse en una de las decisiones de modelado más espaciosas.
Pero a pesar de los grandes desarrollos que han realizado, aún hay algunos peligros en el sendero con los que los usuarios tienen que tratar en algunas ocasiones. Vamos a enumerarte consejos para la reparación de impresoras 3d, los inconvenientes con los que puedes encontrarte, cómo solucionarlos, y mucha mas información que le será de utilidad.
Si posee una de estas excelentes maquinarias y ha estado experimentando todo tipo de aprietos al usarlas, lea hasta el final para encontrar todos los posibles casos y como solucionarlos.
Algunos de estos problemas son causados por el estilo tenaz y otros simplemente se deben a errores cabales. Cada uno de los inconvenientes descritos a cadeneta es único en sí mismo. Algunos pueden resolverse en el momento con algunas modificaciones, en la impresora, el material, o el soft en cuestión.
Pero hay algunos, sobre todo los de índole mecánica, que solo los puede arreglar un técnico especializado.
Boquilla demasiado cerca de la cama
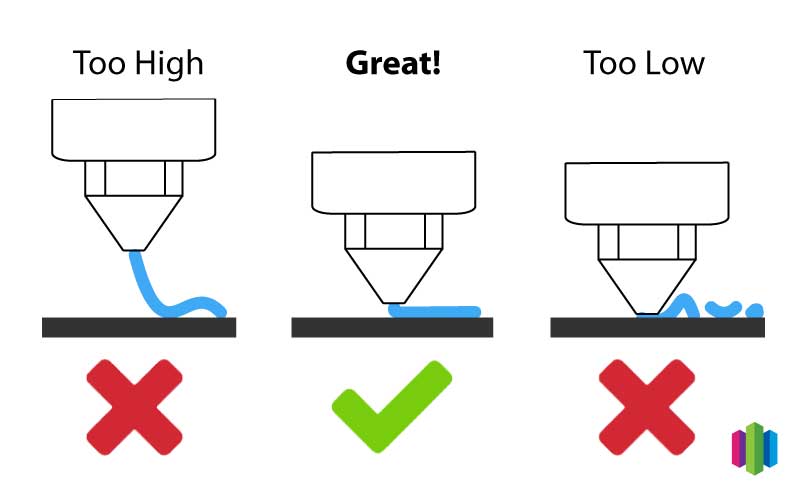
La boquilla es una de las partes más importantes de la máquina. Es el punto donde el filamento sale del extrusor y se alinea sobre la cama de impresión de manera uniforme. Para que esto suceda de manera eficiente, la distancia entre la boquilla y la cama de impresión debe ser lo suficientemente amplia como para permitir que la boquilla realice movimientos libres. Si la boquilla y el lecho de impresión están demasiado cerca uno del otro, no se depositará ningún filamento. Y si se depositan, no habrá suficiente espacio para que la boquilla se mueva.
- Causa: existe la posibilidad de que la cama de impresión no se haya ajustado mucho antes de que comience el proceso. Empujar los dos juntos eliminó el espacio necesario para que el filamento fundido se depositara correctamente y en una línea sobre la otra. Esto podría provocar que el filamento se acumule alrededor de la abertura de la boquilla, lo que provocaría una obstrucción. Ese será el final de ese proceso de impresión.
- Solución: Puede lidiar con este problema de dos maneras principales que se detallan a continuación.
Tienes que compensar el eje Z levantando un poco la boquilla. Esto aumentará la distancia entre la apertura de la boquilla y la cama de impresión. Al mismo tiempo, se debe tener cuidado de no levantar demasiado la boquilla, ya que eso hará que el filamento se solidifique antes de golpear la cama, lo que provocará graves deformidades.
Puede bajar la cama de impresión si su impresora lo permite. Hay algunas impresoras que vienen con camas fijas. Sin embargo, esta es la solución más problemática de las dos, ya que tendrás que recalibrar la cama para asegurarte de que esté nivelada una vez que la hayas bajado. Una cama que no está nivelada es otro problema con el que no querrás lidiar.
Relleno Incompleto

Este es un problema que hace que el modelo que se está imprimiendo parezca inacabado y desordenado debido al relleno incompleto. En lugar de colocar el filamento en las partes internas de manera uniforme, la boquilla comienza a saltarse algunas partes y sobrepasa otras. Esto hace que aparezcan agujeros y huecos por todas partes, y esto puede causar algunos problemas estructurales graves que podrían descartar que el artículo se use de ninguna manera o forma.
- Causa: Hay muchas razones que podrían ser la causa de esto. Podría deberse al uso de una cama de impresión que no está nivelada. También podría tener que ver con una rebanadora que funciona con la configuración incorrecta. También podría tener algo que ver con el software que falla o una boquilla parcialmente bloqueada.
- Solución: Comience por verificar qué tan nivelada está la cama de impresión. Si nota alguna ligera inclinación, vuelva a calibrarlo correctamente. Verifique la configuración de la rebanadora e ingrese los valores correctos para cambiar la forma en que el material se deposita sobre la mesa de impresión. También debe limpiar la boquilla para destapar cualquier material que pueda haberla bloqueado.
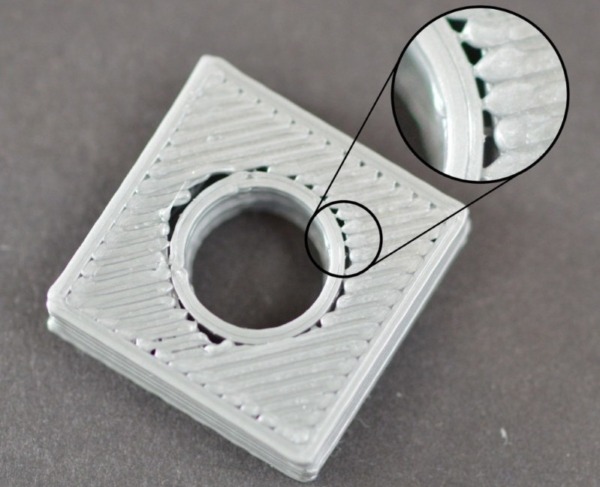
Primera Capa Desordenada
El éxito del proceso de impresión 3D depende de la primera capa. Si eso sale mal, entonces también podría desechar ese proceso y comenzar uno nuevo. La primera capa es la base, y cuando se estropea, todo lo que sigue seguirá el mismo patrón, dando lugar a un producto desequilibrado que no puede ser útil para nadie.
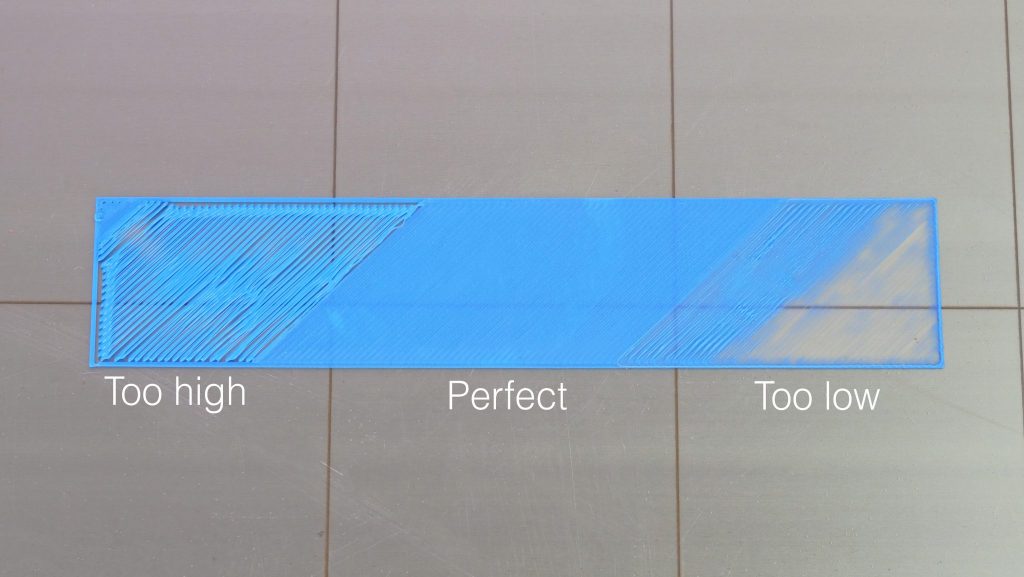
La mayoría de los problemas de la primera capa giran en torno a la borrosidad en los detalles, la aparición de líneas no deseadas a medida que se coloca la capa sobre la cama de impresión. También puede que aparezcan grandes gotas debido a que la boquilla está demasiado cerca de la cama. El uso de un material de impresión no adhesivo también podría provocar este problema.
- Causa: El uso de una cama de impresión que no está lo suficientemente nivelada es la primera causa que podría generar una primera capa desordenada. Al ser la base de todo el modelo, se asegura de que el extremo esté nivelado antes de que comience el proceso de impresión.
- Solución: debe reducir la temperatura de la cama gradualmente a medida que se coloca la primera capa para asegurarse de que la primera capa se adhiera correctamente. Aumente la distancia entre la cama y la boquilla para eliminar las líneas borrosas y las manchas, y el proceso ahora será fluido.
La impresora funciona pero no imprime

A veces la impresora está en buenas condiciones con todas las partes funcionando, excepto por el hecho de que cada vez que intentas imprimir algo, no pasa nada. Si no tiene cuidado, esto podría enviarlo a una búsqueda frenética del problema y puede terminar empeorando las cosas. Es bueno dar un paso atrás y examinar las posibles causas antes de tomar cualquier medida. La característica más común de este problema es que la boquilla funciona normalmente pero no sale nada a la mesa de impresión.
- Causa: El problema más probable es que la impresora se haya quedado sin filamento. Algunas impresoras vienen con mecanismos de alerta que te notifican cuando el filamento se ha agotado. Pero algunos no tienen esta función. Sin verificar, es posible que tarde demasiado en descifrar finalmente el problema.
- Solución: si se ha quedado sin filamento, simplemente cargue otro lote en la extrusora y comience a imprimir. Si el extrusor ya tiene filamento pero aún no funciona, intente deshacerse de ese lote y reemplazarlo por uno nuevo. Esto podría deberse a algún bloqueo. Un reemplazo debería hacer que su máquina funcione en poco tiempo.
Pandeo
Este es un problema único en el que el producto que se está imprimiendo comienza a doblarse hacia arriba desde la base hasta que ya no puede alinearse con la plataforma de impresión. Esto puede hacer que el modelo se despegue de la cama mientras el proceso aún está en curso, causando grietas graves y otras deformidades que inutilizan el producto. En algunos casos, dependiendo de la naturaleza del material utilizado, el modelo puede incluso astillarse por la mitad debido a la tensión que se aplica.
- Causa: El mayor culpable aquí es la naturaleza del plástico. Es posible que haya elegido los materiales incorrectos para su princesa de impresión y, debido a los cambios en la temperatura y la cama, el modelo no puede soportar el estrés y comienza a deformarse hacia arriba debido a las diferencias en la velocidad de enfriamiento. En el momento en que el proceso de enfriamiento se vuelve demasiado rápido, comienza la deformación.
- Solución: Para lidiar con esto, hay algunas soluciones que puede intentar para asegurarse de que el próximo lote no sufra el mismo destino. En primer lugar, use una plataforma calentada para mantener la temperatura alta mientras se realiza la impresión. Esto detendrá el enfriamiento rápido. Utilice la materia prima adecuada para su proceso. Esto debe ser determinado por el tipo de producto que está haciendo. Por último, calibre todo con los parámetros correctos, desde la rebanadora hasta la plataforma, para garantizar que las mediciones estén en el equilibrio correcto.
Sobre Extrusión
La sobre extrusión es un problema que ocurre cuando la impresora 3D admite más materiales de los necesarios. Esto conduce a una sobreproducción del filamento que finalmente conduce a una sobre extrusión. El filamento se rocía lateralmente fuera de la línea de enfoque, lo que da lugar a un modelo deformado. Esto podría desestabilizar la integridad estructural del producto final, haciéndolo pesado en algunas partes y demasiado delgado en otras.
- Causa: la causa principal de esto sería que la configuración del flujo no funciona. Esto es lo que hace que el multiplicador de extrusión absorba más de lo necesario. Una falla en el software que ejecuta la impresora podría ser el otro culpable de todo esto.
- Solución: verifique que el software de su cortadora no tenga fallas ni problemas y corríjalos de inmediato. Esto significa detener el proceso de impresión a mitad de camino para lidiar con esto. Vuelva a calibrar la configuración del multiplicador ingresando los valores correctos para evitar que se repita el mismo problema. Una vez que haya manejado eso, verifique la configuración de flujo y disminuya ese valor a un nivel que pueda funcionar con el multiplicador de extrusión.
Derretimiento y Deformaciones

Es muy común que un producto que está imprimiendo salga con un aspecto desordenado y deformado que le da la apariencia de algo medio quemado. Esto es algo que los novatos experimentan todo el tiempo. Puede ver una configuración incorrecta en algunas capas, mientras que otras partes del producto final aparecen inclinadas y desiguales. También notará que algunas partes parecen haberse derretido en una forma pegajosa que apenas es reconocible, casi como una vela derretida.
- Causa: La principal causa de este problema es el uso de un hot-end sobrecalentado. Si la temperatura no está equilibrada, existe el riesgo de que se salga de control y destruya el material en el momento en que intente enfriarse y solidificarse. Cuando el calor es demasiado, la formación de capas sucesivas se ve comprometida y todo el producto quedará inutilizable.
- Solución: Comience equilibrando el calor y ajustándolo a una temperatura que pueda funcionar con el material con el que está tratando en este momento. Para estar seguro, mantenga la temperatura entre 180 y 260 grados centígrados. Al mismo tiempo, reduzca la temperatura del hot-end modificando la configuración del hot-end o realizando cambios directos a través de su software, según lo avanzado que sea.
Filamento partido

Los filamentos normalmente se introducen en la impresora a una velocidad constante. Esto se hace a través de un tubo de alimentación que está unido a un rollo de material plástico que rueda lentamente a medida que el filamento se introduce en la boquilla. Pero hay momentos en los que el filamento puede romperse, cortando el proceso de alimentación e interrumpiendo la impresión. Este es un fenómeno muy común en ciertos tipos de impresoras Bowden. Las impresoras de alimentación directa no experimentan mucho de esto, ya que su bobina de filamento siempre está oculta a la vista.
- Causa: La causa más común de este problema es usar un filamento barato que se rompa fácilmente. Hay muchos tipos de materiales de filamento que puede usar que son muy confiables. Una vez que elija uno barato, prepárese para lidiar con chasquidos constantes cada vez que se les aplica un poco de presión.
- Solución: Al comprar filamentos para su impresora 3D avanzada, obtener lo mejor que el dinero puede comprar. Los dos mejores materiales de filamento son ABS y PLA. Están construidos para ser duraderos, y se necesitaría un gran esfuerzo deliberado para que se partieran en dos. También debe verificar la velocidad a la que se alimenta el filamento en la impresora. Si se acelera demasiado, las posibilidades de que las cosas se deshagan son muy altas. La temperatura del filamento también debe mantenerse a un ritmo constante, lo suficiente como para derretir el filamento a medida que ingresa.
Grietas

Al hacer objetos altos usando cualquier tipo de impresora 3D, siempre existe la posibilidad de que se desarrollen grietas. Nadie todavía sabe por qué sucede esto siempre, pero cada vez que usa su impresora para hacer un objeto que supera cierta altura, comienzan a aparecer grietas en las partes de enfriamiento. Es difícil notarlos durante el proceso, y es por eso que las personas se sorprenden una vez que ha ocurrido el enfriamiento y de repente los notan.
- Causa: El principal culpable aquí es que el proceso de enfriamiento se lleva a cabo más rápido que la velocidad a la que la impresora puede colocar nuevas capas. Esto provoca debilidades en la estructura, y cuanto más se eleva el producto en términos de altura, más pronunciadas se vuelven las grietas. Dado que el calor que genera la plataforma de abajo es insuficiente para llegar a las partes superiores, las grietas continúan agravándose hacia la parte superior ya que hay menos adherencia allí.
- Solución: comience aumentando la temperatura en la extrusora unos 10 grados centígrados. Esto asegurará que llegue más calor a las partes superiores del modelo. Cada producto de filamento viene con la temperatura recomendada pegada en el lateral; usa eso en tus cálculos. Mantenga la temperatura general de toda la impresora dentro de estos parámetros y las grietas no serán tan graves.
Falta el cabezal de impresión en la cama
Hay momentos en que el cabezal de impresión que alberga la boquilla termina por perder la cama por completo y comienza a colocar las capas en la posición incorrecta. Esto eventualmente conducirá a un producto deformado ya que la alineación estará mal desde el principio. Cada vez que el cabezal no alcanza la cama de impresión que se supone que debe colocar las líneas, la impresora producirá un sonido que le indicará que se está produciendo un error que debe detenerse.
- Causa: Hay una serie de cosas que pueden causar este problema. El primero tiene que ver con la mala configuración de las piezas. Esto podría deberse a una falla en el software o a una desalineación de la boquilla. Es muy común en impresoras nuevas que aún no han sido calibradas. Usar la impresora incorrecta para la tarea incorrecta también es otra causa común de este error.
- Solución: Comience por usar las impresoras correctas para las tareas correctas todo el tiempo. También debe adquirir el hábito de revisar la impresora para detectar cualquier desalineación antes de comenzar un nuevo proceso de impresión. Actualice su software de impresión y solucione cualquier problema que pueda estar causando la falla lo antes posible.
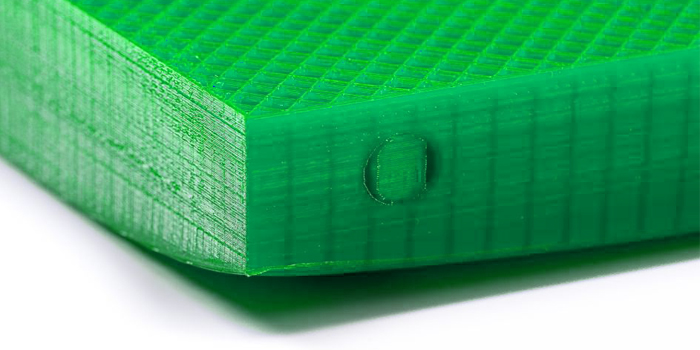
Pie de Elefante
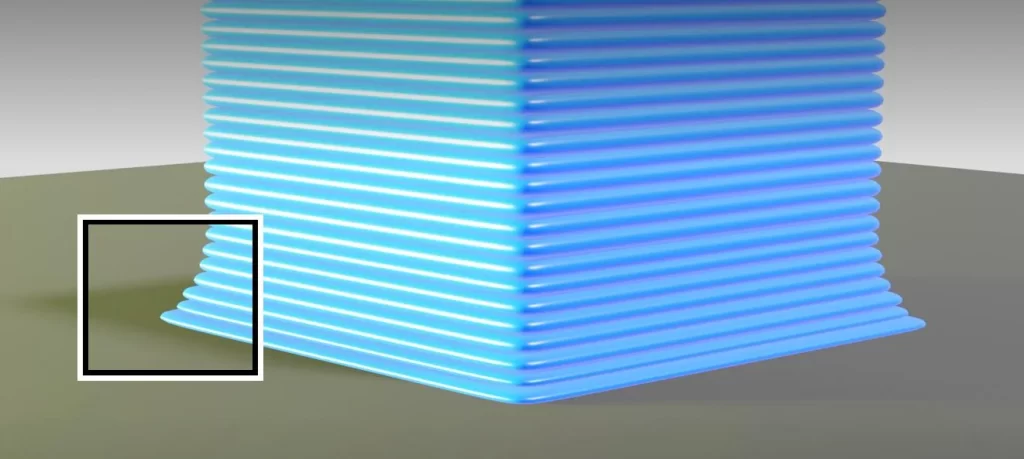
El pie de elefante es un problema único que se caracteriza por una sección extendida del modelo impreso en la base que parece un pie. El bulto puede dar al modelo una apariencia fea y desestabilizarlo, haciéndolo incapaz de mantenerse erguido sobre una superficie plana. Este es un defecto que es difícil de ignorar ya que afecta la funcionalidad del producto afectado.
Causa: La causa principal de esto se debe a que el peso del producto que se está imprimiendo es demasiado, hasta el punto en que hace que la base comience a ceder en los bordes. Esto sucede cuando la cama de impresión continúa manteniendo las altas temperaturas que hacen que la base se extienda lentamente hacia el exterior. Una vez que se enfría, esa parte se deforma permanentemente.
Solución: debe rescatar la temperatura de la placa de impresión para que la primera capa tenga tiempo suficiente para enfriarse y solidificarse en su lugar. Lo mismo se repetirá en las sucesivas capas hasta que la base sea lo suficientemente sólida para soportar cualquier peso mientras continúa la impresión. Usar un buen material que se solidifique más rápido y de manera uniforme es otra opción que puedes probar.
La impresión no se adhiere a la cama
Hay muchas ocasiones en las que perderá una impresión porque no se adhirió firmemente a la cama de impresión. Esto sucede cuando la impresión se desprende de la cama mientras el proceso aún está en curso, lo que hace que las capas se salgan del curso y causen deformidades. Si nunca ha usado una impresora con la frecuencia que necesita, este es un problema que probablemente enfrentará en los primeros intentos y, a menos que lo resuelva, puede terminar desperdiciando recursos.
- Causa: La causa principal de este problema sería el simple hecho de que la impresión no se pega lo suficientemente fuerte en la cama debido a una combinación de productos químicos incorrectos y variaciones de temperatura salvajes. El éxito de un proceso de impresión 3D está determinado por la rapidez con la que se solidifica la primera capa mientras se adhiere a la cama. El uso de una cama que no está nivelada es otra causa común de este problema, ya que interferirá con la capacidad de la boquilla para distribuir uniformemente las capas entre sí.
- Solución: asegúrese de usar la combinación correcta de materiales y quimicos eso no dificultará que las capas se adhieran a la cama. Otra solución rápida sería limpiar la cama antes del proceso de impresión para eliminar el polvo que puede bloquear la adherencia del filamento. Caliente la plataforma con anticipación y aplique un poco de pegamento si todas las soluciones mencionadas anteriormente fallan.
Relleno Visible

En la impresión 3D, hay varias capas que se establecen desde la primera base. Lo que sigue a continuación es una sucesión de capas que no solo se alinean con la primera, sino que crean una intrincada red de conexiones de filamentos que agregan algo de estructura al modelo desde el interior. Esto se llama relleno y, en algunos casos, puede ser visible desde el exterior, dando al producto final una apariencia muy débil y mala.
- Causa: este problema se conoce mejor como efecto fantasma en los círculos de impresión 3D y se debe a que el relleno se acerca demasiado al perímetro del modelo y finalmente hace que las paredes sean demasiado delgadas. Esto hace que el relleno se superponga a las paredes exteriores, lo que termina dando al modelo una apariencia transparente que puede afectar la integridad estructural de todo el producto.
- Solución: Al seleccionar los valores en el software, aumente el grosor de la cubierta para asegurarse de que el relleno no tenga la posibilidad de sobrepasar las paredes sin importar cuánto filamento se aplique a las capas. Esto también tendrá la doble ventaja de darle al modelo final una apariencia muy sólida y paredes más fuertes que pueden soportar cualquier cosa una vez que se complete el enfriamiento.
CONCLUSIÓN
La impresión 3D todavía tiene un largo camino por recorrer, pero lo lejos que ha llegado ya es más que suficiente para revisar por completo cómo se hacen las cosas. A medida que las tecnologías detrás de la impresión 3D continúan mejorando, la posibilidad de que surjan estos problemas será menor.
Te gusto?
Nuestra web se mantiene gracias a la colaboración de personas como tú. Si encuentras nuestro contenido útil y quieres ayudarnos a seguir ofreciéndolo, invitamos un Tecito. Al hacerlo, estarás contribuyendo al mantenimiento y mejora de nuestro sitio. ¡Gracias por tu colaboración!


