Guía completa de configuración de impresión 3D de resina.

Entrar en la impresión 3D de resina es difícil. Tienes que familiarizarte con muchas cosas antes de comenzar tu primera impresión. “¿Por dónde empiezo?”, “¿Qué configuración debo usar?”, “¿Qué modelo debo imprimir primero?” – estas son preguntas comunes que escuchamos de los nuevos usuarios. ¡No tienes que improvisar!
Aquí hay una guía completa para ayudarlo a comprender la configuración clave de impresión 3D de resina . Después de leer esto, estará listo para enfrentar el gratificante mundo de la impresión 3D.
Aunque hay muchos buenos recursos de aprendizaje en línea, muchos de ellos están fragmentados y cubren pequeños fragmentos de información. Con la impresión 3D, muchos parámetros y factores ambientales desempeñan sus funciones a la vez. Mirar solo algunos de ellos rara vez ayuda a solucionar problemas de impresiones fallidas rápidamente. A veces, cambiar la configuración sin comprender completamente cómo afectarán los resultados se siente como disparar con los ojos vendados. Solo esperas dar en el blanco al azar, pero todas las probabilidades están en tu contra.
Por lo tanto, compilamos la guía más completa sobre la configuración de impresión 3D de resina, explicando qué significa qué. Usamos terminología de los cortadores más populares: Chitubox , Lychee , Voxeldance Tango , Prusa Slicer y Z-suite . Con suerte, esto le permitirá tener una imagen más amplia de lo que puede controlar y tomar mejores decisiones al ejecutar sus impresiones o solucionar problemas.
La calibración es tu mejor amiga.
Cada vez que obtenga una nueva impresora 3D, una nueva resina o simplemente una impresión fallida por una razón desconocida, imprima una pieza de calibración. La selección de piezas de calibración disponibles para descargar de forma gratuita es bastante decente en estos días. Esta pequeña impresión de calibración ayuda a identificar los ajustes de exposición y evaluar otros factores . Por ejemplo, puede mostrar si su procedimiento de limpieza es lo suficientemente bueno.
Descargar calibración para impresoras de resina (AmeraLabs town)
Encontrar la configuración de impresión 3D de resina perfecta
No hay configuraciones perfectas universales. Pero puede encontrar la configuración que sea mejor para usted para el modelo y la aplicación específicos.
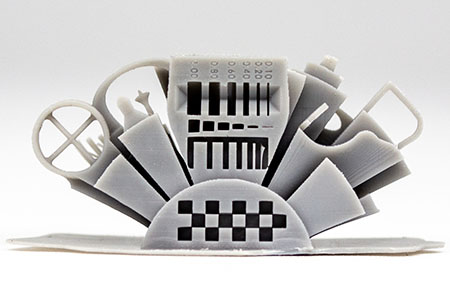
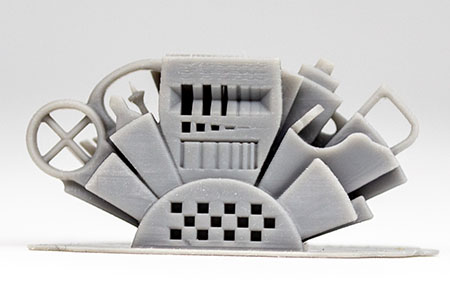
AmeraLabs town es una herramienta para encontrar estos ajustes de impresión 3D de resina. Algunas personas llaman con razón a esta parte de calibración una “prueba de tortura”. Eso se debe a que casi ninguna de las impresoras 3D actuales puede imprimir esta ciudad al 100% como debería ser. Por lo tanto, muestra los límites de su impresora 3D y resina con la configuración dada. En otras palabras, muestra qué detalles se pueden imprimir y cuál perderá con la configuración elegida. Por lo tanto, ayuda a identificar si el equilibrio de funciones impresas y fallidas es aceptable para su aplicación prevista .

La parte de calibración de la izquierda se imprimió con una exposición más corta de 1,2 s . Tenemos todos los huecos verticales y horizontales abiertos. Las pequeñas ventanas de los edificios están todas abiertas y bien definidas. Tenemos cuatro filas de pines y una torre de antena un poco tambaleante. El patrón de ajedrez también es bastante bueno; sin embargo, indica algo de curado insuficiente ya que las esquinas no se unen perfectamente.
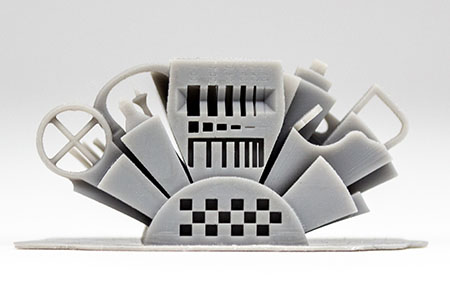
La ciudad de la derecha se imprimió con una exposición más larga de 2,2 s . Los espacios verticales y horizontales más pequeños están cerrados y las ventanas de los edificios son más pequeñas de lo previsto. Sin embargo, terminamos con cinco filas de pines y una torre de antena recta. Además, el patrón de ajedrez también es perfecto.
La configuración de exposición de 1,2 s puede ser excelente para impresiones que necesitan detalles negativos más nítidos y texturas superficiales claras. También, aquellos que no tienen muchas características positivas como el pelo de punta. Pero es posible que esta configuración no sea tan buena para modelos más grandes y pesados compatibles con soportes delgados.
El ajuste de exposición de 2,2 s puede ser bueno para piezas más grandes y pesadas. Estas configuraciones se pueden usar para modelos que requieren buenos detalles positivos y pueden aceptar la pequeña pérdida en las características negativas. Los soportes impresos con esta configuración también serán bastante fuertes.
Los resultados de ambas impresiones son diferentes. Sin embargo, esas diferentes configuraciones pueden ser perfectas para diferentes usos. En otras palabras, debe encontrar la mejor configuración de impresión 3D de resina para su modelo, resina y otras condiciones. Entonces, profundicemos para discutir cómo las diferentes configuraciones afectarán sus resultados de impresión 3D.
Configuración clave de la impresión 3D
Grosor de la capa
También llamado altura de capa en algunas segmentaciones.
¿Qué es el espesor de capa?
Esta es la altura de una sola capa . Puede elegir libremente esta configuración.
Necesitará exposiciones más cortas para capas más delgadas, pero la impresora imprimirá más capas en general. Así que incluso si el tiempo de curado de una sola capa es más corto, todo el tiempo de impresión será más largo con capas más delgadas.
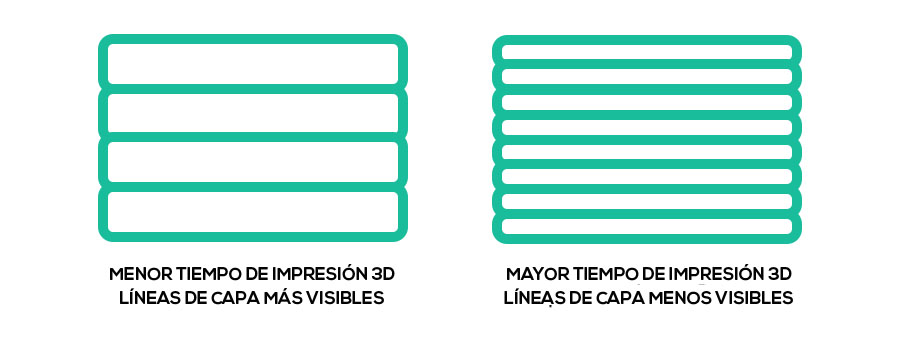
Cuanto más gruesa sea la capa, menor será el tiempo de impresión. Sin embargo, perderá detalles con capas más gruesas y las líneas de las capas serán más visibles.
¿Qué espesor de capa debe usar?
El espesor de capa más utilizado es de 50 μm (0,05 mm) . Las líneas de capa no son muy evidentes a este espesor sin una inspección más cercana. Puede utilizar este grosor de capa para miniaturas, modelos dentales, prototipos, etc.
Para piezas muy complejas, joyas y miniaturas, la gente opta por alturas de 20–30 μm. A esta altura de capa, las líneas se vuelven apenas visibles a simple vista. Sin embargo, sus impresiones 3D tardarán entre 1,5 y 3 veces más a esta altura de capa en comparación con la altura de 50 μm.
Para una impresión más rápida, piezas mecánicas más grandes, prototipos, algunas aplicaciones dentales, las personas imprimen en 3D con capas de 100 μm. Las líneas de capa son visibles a simple vista. Pero lleva mucho menos tiempo imprimir tales modelos.
En resumen, puede usar el grosor de capa que desee. Si profundizamos más, existen algunos trucos para obtener los mejores resultados mediante el uso de alturas de capa alineadas con los pasos del motor del eje Z. Pero en la mayoría de los casos, si te quedas con múltiplos de 5 μm para la altura de la capa, estarás bien. Siempre recomendamos experimentar con eso para ver qué te da los mejores resultados. Tenga en cuenta el tiempo que lleva completar la impresión y la calidad que obtiene con diferentes alturas de capa. Finalmente, tenga diferentes configuraciones listas para diferentes alturas de capa. De esta manera, tomarás rápidamente la mejor configuración de resina para el modelo que deseas imprimir.
Consejo de los fabricantes de resina
La mayoría de las resinas de impresión 3D están diseñadas para imprimir bien con alturas de capa entre 10 y 100 μm. Las resinas de “alta resolución” funcionarán mejor con alturas de capa inferiores a 50 μm. Mientras que algunas resinas de “borrador” funcionarán mejor con alturas de capa de 100–200 μm.
Los fabricantes de resinas piensan en la altura prevista de la capa cuando diseñan sus resinas. Ajustamos los componentes de bloqueo de luz para que la luz no penetre demasiado profundamente en la resina, lo que resulta en un sangrado ligero. Por ejemplo, agregue demasiado pigmento y la luz no será lo suficientemente profunda para curar las capas entre sí. Eso daría como resultado que las capas se separen. Mientras que muy poco pigmento dará como resultado un sangrado de luz parásito, lo que hará que los modelos pierdan detalles. Pregúntele a su fabricante de resina qué altura de capa es mejor para su resina seleccionada.
Finalmente, la calidad de las impresiones 3D no solo depende de la altura de la capa, sino también de la resolución XY de su impresora 3D. Esta resolución XY es el tamaño de píxel de la pantalla LCD de una impresora 3D o un proyector DLP, o el tamaño de un punto láser en una impresora 3D basada en láser. Por lo general, está entre 20 μm y 90 μm. En otras palabras, incluso si imprime con capas muy finas, la calidad sigue estando limitada por la resolución XY fija de su impresora 3D. Así que tenlo en cuenta al elegir la altura de capa correcta.
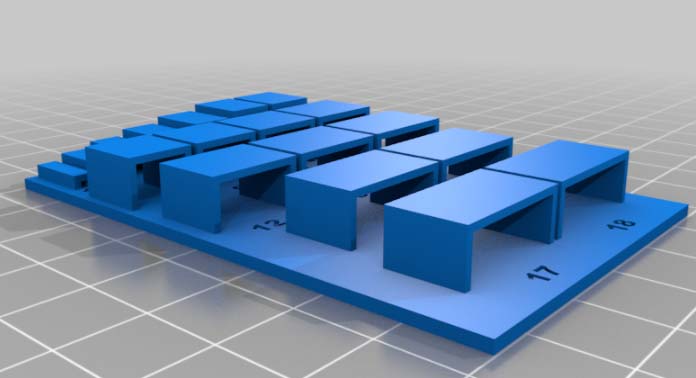
Además, es más difícil imprimir “puentes” horizontales cuando se imprime en 3D con capas muy delgadas de 10–30 μm. Para probar qué distancia puede salvar con sus impresiones 3D, puede imprimir esta parte de calibración: https://www.thingiverse.com/thing:4832552
Tiempo de exposición de capa normal
También llamado tiempo de exposición, tiempo de exposición de la capa, tiempo de curado de la capa en algunas rebanadoras.
¿Qué es la exposición?
El tiempo de exposición define cuánto tiempo la impresora 3D expondrá la resina a la luz ultravioleta para curar una capa. A menudo se mide en segundos o milisegundos. Esta configuración es una de las más críticas que definen la calidad, la nitidez y el éxito de su impresión 3D.

Si su tiempo de exposición es demasiado corto , las capas no se pegarán entre sí. Las conexiones entre las capas serán demasiado débiles y pueden romperse durante la impresión. Esto a menudo da como resultado soportes fallidos o capas que se separan a mitad de la impresión.
Esto se llama subexposición .
Si el tiempo de exposición es demasiado corto , las características positivas de sus modelos serán más delgadas y pequeñas. Por el contrario, los agujeros y otras características negativas serán más grandes de lo esperado.
Esto también se llama subexposición .
Si el tiempo de exposición es demasiado largo , las características positivas se expandirán ligeramente. Por el contrario, las características negativas se harán más pequeñas.
Esto se llama sobreexposición.
Si el tiempo de exposición es demasiado largo , el modelo general se verá hinchado y los agujeros se rellenarán con resina curada.
Esto también se llama sobreexposición.
¿Qué tiempo de exposición debe usar?
Para encontrar la configuración de exposición adecuada para su resina, deberá imprimir varias piezas de calibración . Imprímelas con diferentes exposiciones y decide qué tiempo de exposición te da mejores resultados.
Consulte el sitio web del fabricante de su resina para encontrar la configuración recomendada para su resina y su impresora. Esas configuraciones de impresión 3D de resina no serán muy precisas, pero siguen siendo un buen punto de partida. Imprima con los ajustes recomendados y luego varias piezas de calibración más con tiempos de exposición entre un 10 y un 20 % más largos y entre un 10 y un 20 % más cortos.
Consejo de los fabricantes de resina
No confíe ciegamente en las configuraciones recomendadas por los fabricantes, amigos o personas en los grupos de Facebook. Siempre pruebe esos ajustes y ajústelos en función de sus resultados.
El tiempo de exposición depende de la reactividad de la resina, pero también de otros factores. Por ejemplo, la temperatura ambiente afecta significativamente la velocidad de curado de la resina. La resina más caliente curará más rápido, mientras que la temperatura ambiente más fría reducirá la velocidad de curado. Eso significa que es posible que necesite usar exposiciones más largas en invierno.
En general, la temperatura ambiente recomendada es de unos 25°C. Si la temperatura de su habitación desciende por debajo de los 20 °C, es posible que empiece a notar problemas con sus impresiones 3D.
Finalmente, no existe la exposición perfecta. Siempre debe elegir la duración correcta en función de lo que está tratando de imprimir. Por ejemplo, es bastante común imprimir en 3D miniaturas presoportadas. Los escultores de tales miniaturas siempre intentan minimizar las marcas de apoyo en sus modelos. Por eso utilizan soportes con puntas muy finas de 0,1-0,3 mm. Desafortunadamente, no todas las impresoras 3D y resinas pueden imprimir con éxito con puntas tan pequeñas. Esto a menudo da como resultado que los modelos se desprendan de los soportes.
Puede agregar soportes adicionales más gruesos o aumentar ligeramente su tiempo de exposición para superar esto. Aumentar la exposición hará que los soportes sean un poco más gruesos y fuertes, pero es posible que pierdas algunos detalles en tu miniatura. Al agregar soportes adicionales, se agregarán algunas marcas de soporte en el modelo que deberá lijar después de quitar el soporte. Ambas soluciones están perfectamente bien,
Recuento de capas de quemado y tiempo de exposición.
También llamado tiempo de exposición inferior, tiempo de exposición inicial, exposición de las capas base en algunas cortadoras.
¿Qué es el tiempo de exposición de la capa de quemado?
La impresora cura algunas capas iniciales con exposiciones más largas para que un modelo se adhiera mejor a la placa de construcción. Esto sienta una buena base sobre la cual se construye el modelo restante. Cuanto más larga sea la exposición de la capa inferior, mejor se adherirá el modelo a la placa de construcción.
¿Qué exposición de capa de grabación debe usar?
Los tiempos de exposición recomendados para las capas quemadas varían mucho. Sin embargo, recomendamos que dure entre 8 y 12 veces más que el tiempo normal de curado de la capa .
Si la exposición de la capa normal es de alrededor de 2 s, la exposición de la capa de quemado debe ser de alrededor de 20–30 s.
Si la exposición normal de la capa es de alrededor de 7 s, entonces la exposición de la capa de quemado debe ser de alrededor de 70 a 80 s.
Es aceptable para impresiones grandes y pesadas usar exposiciones de 15 a 20 veces más largas en comparación con su exposición de capa normal. Pero no lo recomendamos en la mayoría de los casos. Vuelva a verificar otros factores si necesita exposiciones tan prolongadas (consulte la sugerencia de los fabricantes de resina).
En general, debe experimentar con esta configuración de tiempo de exposición de la capa de quemado. Comience con un valor de exposición más largo e imprima algo. Si es extremadamente difícil quitar el modelo de la placa de construcción, puede indicar que su exposición es demasiado alta. Bájalo e inténtalo de nuevo.
Probablemente debería aumentar la exposición de la capa de quemado si su modelo se cae de la placa de construcción (y no queda nada en la placa de construcción) o si se separa parcialmente de la placa de construcción.
Consejo de los fabricantes de resina
La exposición de la capa de quemado es una configuración clave relacionada con la adhesión del modelo a la placa de construcción. Pero no es el único. Si comienza a tener problemas con la adhesión de la placa de construcción, observe también otros factores.
Si puede, ahueque sus huellas y agregue orificios de ventilación. El vaciado reduce en gran medida la succión que la impresora tiene que superar al despegar el modelo de FEP. Por lo tanto, no necesitará que la adhesión de la placa de construcción sea tan alta.
Algunos fabricantes de impresoras 3D recomiendan lijar ligeramente la placa de construcción con papel de lija de grano 100–200. Al hacerlo, desea mantener su placa de construcción nivelada. Así que ten cuidado de no hacer grandes chuletas. En su lugar, raspe ligeramente la superficie de la placa de construcción.
Las fallas de adhesión de la placa de construcción también pueden ocurrir debido a la placa de construcción desigual . A veces, las impresoras vienen con placas de construcción no planas defectuosas directamente de fábrica. Solía haber tales casos con bastante frecuencia en el pasado. Aunque hoy en día, la calidad de las impresoras 3D de escritorio es mucho mejor. Para verificar si su placa de construcción es plana, necesitará una regla de borde recto de metal y una linterna. Coloque una regla en la placa de construcción y brille con una linterna en el borde de contacto. Notarás las lagunas de inmediato.
Además, los modelos no se adhieren bien a la placa de construcción si se desnivela. Así que vuelva a nivelar su placa de construcción si eso sucede.
Además, cuando FEP o nFEP (PFA) están demasiado apretados, demasiado sueltos o demasiado desgastados, es posible que tenga problemas con los modelos que se extraen de la placa de construcción.
Finalmente, no recomendamos lubricantes en FEP u otros promotores de adhesión en la placa de construcción. No es necesario utilizarlos con la mayoría de las resinas. Estos son una pérdida de dinero y no resuelven los problemas subyacentes. Básicamente, está tratando los síntomas en lugar de profundizar y encontrar la razón subyacente por la que sus impresiones 3D no se adhieren a la placa de construcción. Entonces, antes de recurrir a tales productos, simplemente vuelva a nivelar, aumente la exposición de la capa quemada, verifique la calidad de su FEP e investigue todas las demás opciones.
Número de capas de quemado
También llamado número de capas inferiores, número de capas inferiores, número de capas base en algunas cortadoras.
¿Cuál es el número de capas de quemado?
Esto establece la cantidad de capas que deben exponerse con un mayor “tiempo de exposición de la capa de quemado”. Estas primeras capas quedan expuestas durante más tiempo para crear una buena base que se adhiera muy bien a la placa de construcción.
¿Cuántas capas de quemado debe usar?
Depende del grosor de la balsa que tengas en tu modelo.
El número de capas del fondo con exposición prolongada debe ser al menos 2 capas más que el número de capas en la balsa . Esto asegurará que toda la balsa esté bien curada y que las dos primeras capas de soportes también se curen un poco. Esto crea una base más fuerte para los soportes y los adhiere muy bien a la balsa .
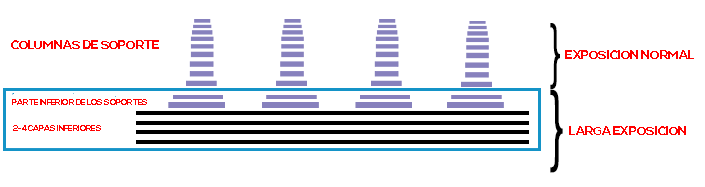
Recomendamos usar balsas de 2 a 4 capas . Después:
- Si imprime en 3D con capas de 50 μm, use una balsa de 100–200 μm y cure 4–6 capas inferiores con exposiciones más largas;
- Para capas de 20 μm, use una balsa de 40–80 μm y cure 4–6 capas inferiores con exposiciones más largas;
- Si no usa una balsa en absoluto e imprime directamente en la placa de construcción, use solo 2–4 capas inferiores . No hay necesidad de curar más.
Consejo de los fabricantes de resina
Si su modelo se delamina parcialmente en el medio de su balsa , entonces la cantidad de capas inferiores puede estar mal.

Algunas personas recomiendan aumentar la cantidad de capas inferiores para aumentar la adherencia a la placa de construcción. Eso no es verdad. De hecho, en perfectas condiciones, 1 capa inferior es más que suficiente para curar el modelo a la placa de construcción. Sin embargo, recomendamos tener de 2 a 6 capas inferiores por estos motivos:
- Ayuda a nivelar los desalineamientos inevitables de la placa de construcción;
- Si imprime con una balsa , entonces la balsa es más fácil de quitar cuando es más gruesa.
Recuento de capas de transición
También llamadas capas difuminadas en algunas segmentaciones.
¿Qué es la capa de transición?
Las capas de transición son las capas entre las capas inferior y normal. Si establece el recuento de capas de transición en cero, imprimirá capas normales con exposición de capa normal inmediatamente después de imprimir capas inferiores con exposición prolongada. Las capas de transición permiten una transición gradual de las capas inferiores a las normales al reducir gradualmente el tiempo de exposición en varias capas de transición. Según Chitubox, las capas de transición están destinadas a aumentar la adhesión entre capas.
¿Qué número de capas de transición debe usar?
En primer lugar, no todas las impresoras 3D admiten esta configuración. Así que no se sorprenda si no hace ninguna diferencia, incluso si configura algo allí en la cortadora.
En segundo lugar, puede imprimir perfectamente con 0 capas de transición siempre que configure correctamente las capas inferiores . Por lo tanto, todavía no hemos encontrado mucho uso para esta configuración. Entonces comience con 0 capas de transición.
Consejo de los fabricantes de resina
Comience sin ninguna capa de transición al principio. Considere agregar capas de transición si ve capas que se delaminan entre su base y las capas normales.
Altura de elevación
¿Qué es la altura de elevación?
La altura de elevación es la distancia que la placa de construcción sube entre capas para separar el modelo impreso del FEP.
¿Qué altura de elevación debe usar?
La altura de elevación perfecta será lo suficientemente alta como para despegar el modelo del FEP.
Si su FEP es más delgado, será más elástico. Por lo tanto, con FEP de 50 μm, es posible que necesite una mayor elevación que con FEP de 127 μm. Si el FEP es grande (como en impresoras de 10 pulgadas o más grandes), es posible que también desee utilizar una elevación más alta. Además, si el FEP está suelto, también necesitará un elevador más alto. Finalmente, la altura de elevación necesaria también puede depender de la resina utilizada y sus propiedades.
Nuestra página de configuración de impresión 3D de resina recomendada recomienda usar una altura de elevación de 10 mm para las capas inferiores y 7 mm para las capas normales. Esta es una recomendación conservadora. Y es más que suficiente para pelar modelos de la FEP en la mayoría de circunstancias.
Consejo de los fabricantes de resina
Experimente con esta configuración una vez que se sienta cómodo con la impresión 3D de resina y obtenga buenas impresiones consistentes. Vea si puede determinar la altura de elevación mínima necesaria para despegar el modelo del FEP. Al reducir esta configuración, puede acortar significativamente la duración de sus sesiones de impresión 3D.
Velocidad de elevación
También llamada velocidad de elevación de la plataforma en algunas rebanadoras.
¿Qué es la velocidad de elevación?
La velocidad de elevación es la velocidad a la que la placa de construcción se eleva desde abajo hacia arriba después de la exposición de cada capa. Esta velocidad también define la velocidad a la que se despega el modelo del FEP.
¿Qué velocidad de elevación debe usar?
Hay dos escuelas de pensamiento y cierta controversia con respecto a este tema. La mayoría de los fabricantes, recomiendan usar velocidades de elevación más bajas. De esta manera, su impresora 3D despegará lentamente el modelo de FEP sin introducir estrés innecesario. Esto es especialmente importante para los usuarios sin experiencia, ya que no queremos agregar factores adicionales a un proceso de impresión 3D ya complicado. Recomendamos usar una velocidad de elevación de 40–60 mm/min para capas normales y 5 mm/min para capas inferiores .
Sin embargo, recientemente algunas personas comenzaron a experimentar con velocidades de elevación más altas y determinaron que una velocidad superior a 180 mm/min funciona tan bien como una velocidad de elevación más lenta. La gente llama a esta configuración “Vroom” de velocidad de elevación más rápida. Incluso conocemos a algunos profesionales que utilizan con éxito una velocidad de elevación de 300 mm/min. Una velocidad de elevación tan rápida reduce significativamente el tiempo de impresión 3D, por lo que es una opción atractiva para probar.
Sin embargo, tenga en cuenta que muchas impresoras 3D de escritorio más baratas no siempre están construidas con materiales de alta calidad. Por lo tanto, lo que funciona para uno puede no funcionar tan bien para otro. Además, los soportes deben colocarse con mucho cuidado para poder imprimir con velocidad “Vroom”. Por lo tanto, los comentarios generales de las personas que intentaron imprimir con una velocidad de elevación rápida son mixtos.
Consejo de los fabricantes de resina
Si es nuevo en la impresión 3D, comience con una velocidad de elevación más lenta . Luego, siéntase libre de experimentar y probar velocidades de elevación más rápidas una vez que se sienta cómodo y obtenga buenas impresiones de manera constante.
Ten cuidado; algunos cortadores miden este ajuste en mm/s, mientras que otros mm/min. Entonces, por ejemplo, 1 mm/s se convertiría en 60 mm/min.
Ahora puede configurar diferentes velocidades de elevación para diferentes secciones de la secuencia de elevación en cortadoras más nuevas. De esta manera, puede despegar lentamente el modelo de FEP y luego levantar rápidamente la distancia restante. Chitubox llama a esta opción TSMC (Control de movimiento de dos etapas).
Sin embargo, solo necesita levantar la placa de construcción lo suficientemente alto como para despegar el modelo de FEP. Entonces, no está claro cuándo sería útil la segunda etapa de elevación.
Por último, algunas impresoras tienen un límite de velocidad de elevación máximo incorporado. Desafortunadamente, estos anulan la configuración de velocidad de elevación de su rebanadora. Por lo tanto, no se sorprenda si la impresora sigue siendo lenta, incluso si configura una velocidad de elevación de 300 mm/min.
Velocidad de retracción
También llamada plataforma de menor velocidad en algunas rebanadoras.
¿Qué es la velocidad de retracción?
La velocidad de retracción es la velocidad a la que la placa de construcción desciende en el VAT.
¿Qué velocidad de retracción debe usar?
Utilice la velocidad de retracción que recomiende el fabricante de su impresora 3D. Por lo general, está entre 150 y 400 mm/min . Esta velocidad rara vez tiene algún impacto en la calidad de sus impresiones.
Una retracción más lenta hará que su sesión de impresión 3D sea más larga.
Consejo de los fabricantes de resina
Para resinas muy viscosas, recomendamos usar una velocidad de retracción más baja. Creará menos turbulencia y permitirá que la resina escape por debajo de la placa de construcción más fácilmente. Sin embargo, para la mayoría de las resinas, el impacto de la velocidad de retracción es insignificante.
Tiempo de descanso después de la retracción
También llamado retraso de apagado, tiempo de exposición, tiempo total de apagado, tiempo de descanso antes del levantamiento, tiempo de descanso después del levantamiento en algunas rebanadoras.
¿Qué es el tiempo de descanso después de la retracción?
Hubo un lío con la terminología con respecto al tiempo de descanso después de retractarse durante mucho tiempo. La mayoría de las impresoras y rebanadoras 3D tienen esta configuración, pero generalmente con un nombre diferente. Algunos lo llaman tiempo de espera, algún retraso en el apagado, algún tiempo de descanso.
Esencialmente, esta configuración permite agregar un retraso a la exposición después de que la placa de construcción se retrae a su posición más baja . Justo después de que la placa de construcción llega al fondo, se detiene y el sistema espera esta duración predefinida. Solo después de esta pausa, enciende la fuente de luz y comienza la exposición de la nueva capa. Después de la retracción, este tiempo de descanso brinda más tiempo para exprimir completamente la resina del espacio entre el modelo y el FEP.
¿Qué tiempo de descanso después de la retracción debe usar?
0,5 s a 1 s es generalmente suficiente para que la resina deje de moverse. Sin embargo, las resinas viscosas tardan más en aquietarse, por lo que necesitará más tiempo de descanso después de la retracción. Mientras que las resinas líquidas necesitarán un tiempo de reposo más corto.
Pero debes tener cuidado. Diferentes impresoras 3D de resina tratan esta configuración de manera diferente. Algunas impresoras 3D requieren ingresar la duración de un ciclo completo de preparación de capas. En Chitubox, se llama Light-off Delay . Se parece a esto:

Mientras que con otras impresoras 3D, solo usa tiempo de descanso puro. En Chitubox, se llama Tiempo de descanso después de la retracción. Se parece a esto:

Consejo de los fabricantes de resina
Dado que las cortadoras tratan el tiempo de descanso después de la configuración de retracción de manera diferente, observe cómo se comporta su impresora 3D durante la impresión. Ejecute un llamado “ejecución en seco”. ¿Imprimir algo sin resina en IVA y verificar si realmente hay una pausa de un segundo antes de cada exposición de capa? De lo contrario, ajuste esta configuración hasta que encuentre la adecuada para que su impresora descanse un poco entre el final de la retracción y la exposición de la nueva capa. Si no hay suficiente tiempo de descanso después de la retracción, es posible que observe una superficie irregular llamada “florecimiento” en sus impresiones.
Suavizado, nivel de gris y desenfoque de imagen
¿Qué son los ajustes de suavizado?
Por lo general, las impresoras 3D de resina tienen pantallas LCD que funcionan con píxeles en blanco y negro. Cuando el píxel es “negro”, no deja pasar la luz y la resina no se cura. Sin embargo, cuando el píxel es “blanco”, la luz ultravioleta atraviesa la pantalla LCD y cura la resina sobre ese píxel.
Sin embargo, el suavizado establece los píxeles de los bordes del modelo en color gris , creando transiciones más suaves entre capas y reduciendo el efecto de pixelado.
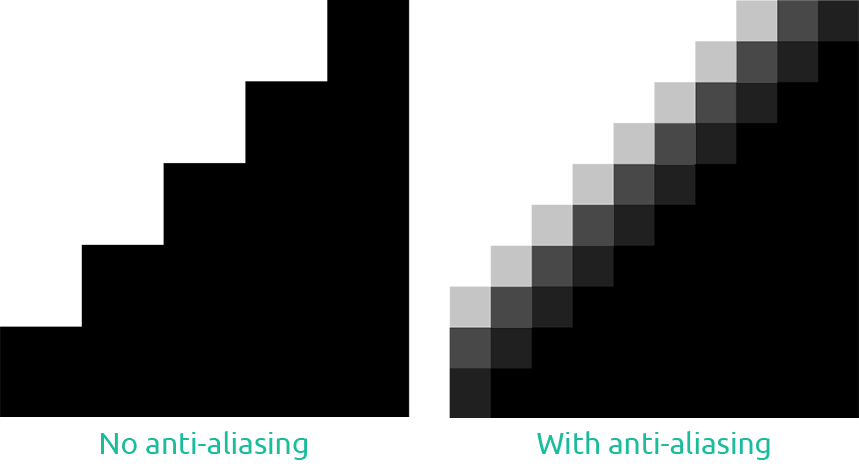
Al usar Anti-aliasing, puede obtener impresiones más suaves, capas menos visibles y líneas de píxeles. Sin embargo, en teoría, podría perder algunos detalles en las partes complejas de su modelo.
¿Qué configuración de suavizado debería usar?
Dennys Wang ha descubierto que el nivel de suavizado 0 o 2, el nivel de gris 0 y el píxel de desenfoque de imagen 2 dan los mejores resultados. Puedes ver su video aquí: Cómo obtener una superficie lisa con ángulo de impresión y antialiasing . También menciona que el uso de Anti-aliasing no da como resultado la pérdida de detalles.

Consejo de los fabricantes de resina
Si es nuevo en la impresión 3D, comience sin suavizado . Le dará una mejor comprensión de lo que su impresora es capaz de hacer. Una vez que obtenga impresiones consistentemente exitosas y desee mejorar los resultados, intente suavizar.
Energía ultravioleta
También llamado potencia LED, PWM de luz, potencia de luz UV .
¿Qué es la energía ultravioleta?
Algunas impresoras 3D tienen la opción de cambiar la potencia de salida de sus LED . Esto significa que los LED pueden producir más luz ultravioleta; por lo tanto, la resina podría curarse más rápido.
¿Qué poder UV debe usar?
Recomendamos dejar la configuración predeterminada que estaba en la impresora cuando la recibió inicialmente.
Consejo de los fabricantes de resina
De manera predeterminada, la potencia UV generalmente se establece en 60–100%. Puede aumentar esta configuración hasta el 100% para imprimir más rápido con exposiciones más cortas. Sin embargo, al aumentar la potencia UV, acortará la vida útil de su pantalla LCD. La luz ultravioleta y el calor destruyen las pantallas LCD, así que tenga cuidado con esta configuración.
Recuerde, siempre es una buena idea consultar con el fabricante de su impresora 3D.
Otros factores que afectarán sus impresiones
Como hemos mencionado varias veces en este artículo, debe ajustar la configuración de impresión 3D de resina en función de lo que desea imprimir. También hay que tener en cuenta varios otros factores.
Soporte
La forma en que respalda sus impresiones 3D es importante. Y según los soportes que tenga en su modelo, es posible que deba ajustar la configuración de impresión 3D de resina en consecuencia.
Por un lado, puedes imprimir con soportes muy gruesos, con velocidades de impresión más rápidas y exposiciones más cortas. Sin embargo, los soportes gruesos dejarán cicatrices en su modelo que tendrá que lijar. Por otro lado, puedes añadir soportes muy finos e imprimir lentamente con exposiciones más largas. Habrá menos cicatrices de soporte, pero la impresión 3D llevará más tiempo. Además de eso, las exposiciones más largas pueden provocar la pérdida de detalles en el modelo.
¿Imprimen en 3D miniaturas presoportadas ? Por lo general, los soportes son muy delgados en estos. Como resultado, es posible que no tenga muchas opciones más que aumentar la exposición e imprimir lentamente o agregar algunos soportes adicionales.
¿Imprime modelos grandes y pesados en 3D ? Es posible que desee utilizar exposiciones más largas y muchos soportes gruesos para mantenerlo firmemente en su lugar.
¿Imprimen joyas en 3D ? Los modelos podrían ser tan complejos que tendrías que usar la exposición adecuada. Además de unos soportes muy finos y velocidades de elevación muy lentas.
¿Imprime en 3D modelos dimensionalmente precisos ? La exposición debe ser perfecta. Los soportes deben colocarse cuidadosamente para soportar partes dimensionalmente importantes del modelo. Todos los demás factores deben tenerse en cuenta para maximizar el éxito.
Los soportes utilizados también dependen de las propiedades de la resina. Por ejemplo, las resinas flexibles requieren soportes más gruesos, mientras que las resinas duras se imprimirán bien con soportes más delgados.
Orientación del modelo
Oriente siempre sus modelos de modo que la sección transversal de cada capa sea lo más pequeña posible. Además, evite transiciones rápidas entre secciones transversales pequeñas y grandes.
Sin embargo, a veces simplemente no puede orientar el modelo de la manera que le gustaría. Por ejemplo, hay ocasiones en las que no se pueden colocar soportes en algunos lados del modelo. Por ejemplo, rara vez desea colocar soportes en la parte frontal de una miniatura de juego de mesa. O, a veces, el modelo es tan grande que simplemente no cabe dentro de la impresora en ciertas orientaciones. Si ve que su modelo tendrá grandes secciones transversales pase lo que pase, cambie a configuraciones de impresión 3D de resina más conservadoras.
Temperatura ambiente
En general, la temperatura de la resina recomendada es de alrededor de 25–35 °C . Si la temperatura de su habitación desciende por debajo de los 20 °C, es posible que empiece a notar problemas con sus impresiones 3D.
Hueco y espesor de pared
Los modelos sólidos se adherirán a FEP más que los huecos. También serán más pesados. Si es posible, siempre debe ahuecar sus modelos . Utilice un espesor de pared de 1–4 mm . Recomendamos 1 mm para modelos más pequeños y más para modelos más grandes.
Las paredes más delgadas se separarán del FEP más fácilmente. Sin embargo, los modelos con paredes delgadas también se romperán más fácilmente.
Por último, no olvide agregar orificios de ventilación cuando vacíe sus modelos.
Su tolerancia al riesgo
Por último, cuando necesite imprimir modelos grandes que consumen una gran cantidad de resina costosa, desea utilizar configuraciones de impresión 3D conservadoras. Haga todo lo posible para reducir el riesgo de fallas, incluso si la impresión demora un poco más. Recuerde, fallar le costará mucho más: le costará tiempo y resina reimprimir todo el modelo.
Pero si necesita imprimir pequeños modelos personales sin importancia, entonces puede volverse loco y probar nuevas configuraciones. Reimprimir tales fallas no costará mucho. Incluso puede imprimir varias partes del mismo modelo a la vez. Entonces, si uno falla durante la impresión, otros pueden tener éxito.
Ultimas palabras
En resumen, no hay configuraciones de impresión 3D de resina perfectas en este mundo imperfecto. Lo mejor que puede hacer es encontrar la configuración más óptima para el modelo que desea imprimir en su impresora 3D. Y solo puede hacerlo cuando piensa en el panorama general: su modelo, soportes, orientación, factores ambientales, tolerancia al riesgo, etc. Con suerte, este artículo lo ayudará a comprender mejor qué factores influirán en sus impresiones y de qué manera. ¡Buena suerte!
Te gusto?
Nuestra web se mantiene gracias a la colaboración de personas como tú. Si encuentras nuestro contenido útil y quieres ayudarnos a seguir ofreciéndolo, invitamos un Tecito. Al hacerlo, estarás contribuyendo al mantenimiento y mejora de nuestro sitio. ¡Gracias por tu colaboración!


