Consejos de impresión de resina / SLA: cómo obtener impresiones perfectas.
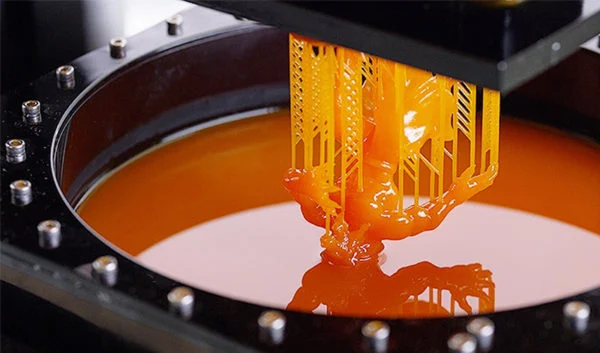
La impresión de resina fue la primera forma de fabricación aditiva alguna vez inventado. Desde su primera aparición en los años 90, la tecnología ha recorrido un largo camino, con algunas máquinas utilizando un láser redirigido por espejos, y otras utilizando un proyector o una pantalla de enmascaramiento LCD. Podemos imprimir modelos precisos pero complejos con relativamente barato y fácil de operar máquinas de escritorio.
La impresión de resina ofrece una ventaja sobre impresoras FDM en términos de precisión y calidad de los detalles. Mientras tanto, calibrar y operar impresoras de resina es más fácil y generalmente requieren menos mantenimiento.
La tecnología se usa a menudo en los campos médico y dental para la producción de prótesis y en varios campos de ingeniería para la creación rápida de prototipos. En los últimos tiempos, el advenimiento de más barato LCD. Las impresoras basadas en la base han permitido que muchos aficionados comiencen a sumergir los dedos de los pies en la tecnología basada en resina.
Sin embargo, si bien ofrece detalles inigualables y tolerancias ajustadas, la impresión de resina está lejos de ser fácil. En este artículo, repasaremos algunos consejos y trucos sobre cómo modelar y configurar una impresión, manejar fallas de impresión, y postprocesado una parte para garantizar el mejor resultado posible. Pero primero, veamos cómo son las fallas más comunes.
Antecedentes
Operar una impresora 3D puede ser una fuente de alegría y de frustración. La impresión de resina no es diferente y tiene sus propias debilidades. Pero, ¿cómo puede identificar los posibles resultados? Aquí hay un breve resumen:
Delaminación de capa es realmente fácil de diagnosticar: las capas impresas se dividen en lugar de unirse.
Falla de soporte ocurre cuando la estructura de soporte destinada a mantener la impresión anclada a la placa de construcción no lo hace. Esto a menudo resulta en otros problemas.
Capas pegadas a la hoja FEP bloqueará el paso de la luz y evitará curar capas sucesivas. Esto es a menudo el resultado de una falla de soporte.
No adherencia a la placa de construcción. comparte el mismo resultado de una falla de soporte, pero generalmente ocurre en el solo unas pocas capas.
Erupcionamiento es un defecto superficial que da como resultado paredes ásperas al tacto y con una apariencia áspera o desigual.
Estos son solo los problemas más comunes que se pueden encontrar, y pueden aplicarse a muchos procesos de resina ( especialmente SLA, DLP y MSLA ). Las razones incluyen un diseño de piezas deficiente, configuraciones de rebanadora inadecuadas y una fuerza de succión excesiva contra la hoja FEP durante la impresión.
A continuación, pasaremos por las etapas generales de la impresión 3D con resina, y presentaremos otros problemas y soluciones que puedan surgir, así que quédese para aprender a aprovechar al máximo su impresora de resina.
Planificación
Una parte vital de la comunidad de impresión 3D es compartir modelos con otros miembros. Pero cuando los archivos que necesita no se encuentran en ninguna parte, la única opción es diseñarlos usted mismo.
No revisaremos el proceso de diseño en sí ( para que pueda consultar nuestro artículo sobre comenzando con el modelado en Fusion 360). En cambio, proporcionaremos consejos adicionales para adaptar sus habilidades de diseño a esta tecnología.
Si bien sería más rápido de seguir tolerancias arbitrarias y valores dimensionales, también pueden limitar o superar las capacidades de algunas máquinas. Esto se debe a que diferentes impresoras de resina tienen diferentes precisiones, tolerancias y requisitos de diseño. Por ejemplo, al imprimir una pieza en una impresora LCD, las tolerancias de la impresión variarán. Esto se debe al hecho de que la luz sangra a través de los contornos de la imagen en la pantalla, haciendo que cada pared sea un poco más grande en todas las direcciones. Pero esto no sucede con DLP o SLA ( que también tienen diferentes requisitos y inconvenientes ).
Entonces, ¿cómo puedes diseñar algo que explique todo esto?
La respuesta es bastante sencilla: diseño para la impresora que tiene. Corre unos cuantos pruebas de tolerancia para determinar qué tan bajo puede ir de manera segura y qué tan delgado puede imprimir, luego use esa información en su proyecto. Por supuesto, la parte final destinada a una impresora LCD no diferirá mucho de una destinada a una máquina SLA. Pero como no puede diseñar un modelo único para todos y esperar un excelente rendimiento de todas las máquinas, para lograr el mejor resultado posible, debe reducir el campo.
Pero, ¿cómo puedes hacer eso en la práctica? Se dice que una parte está diseñada tres veces: primero en el Programa CAD, luego en el rebanador, luego en el procesamiento posterior. Cada uno de estos pasos afectará el resultado final. Comencemos con el primero.
Diseño

Al diseñar modelos para imprimir en resina, puede seguir estos consejos simples pero efectivos:
Los ángulos son cruciales: Todos los voladizos de más de 45 ° requerirán algo de soporte. Si los modelos no se pueden adaptar para seguir esta regla, el enfoque más complicado es inclinar y rotar el modelo en una posición donde se tengan en cuenta la mayoría de los ángulos empinados, y luego continuar modelando.
Crea una sola superficie continua: No deje objetos flotando o separados del modelo principal. Esto disminuirá la necesidad de apoyo y, posteriormente, aumentará las posibilidades de éxito en el primer intento.
Considere si el modelo debe ser hueco: Si tiene que colocarse en una orientación específica y corre el riesgo de volcarse debido a la falta de peso, considere separar la base y hacerla más pesada.
Considere dividir el modelo: No estará limitado por el tamaño de la impresora si dividir el archivo STL, y este enfoque minimiza los costos en caso de una impresión fallida.
Slicing
Si bien los cambios importantes solo se pueden realizar en CAD, la cortadora ofrece muchas herramientas para manipular el objeto. El objetivo principal es preparar la pieza para imprimir girando, agregando soportes, ahuecando y agregando agujeros de drenaje. Además, muchas rebanadoras avanzadas como Lychee y Formware3D incluye herramientas de manipulación de malla para lograr grandes tolerancias sin la necesidad de volver a trabajar el archivo original.
La mayoría de las impresoras se ejecutan en placas base de tecnología CBD y, por lo tanto, son compatibles de forma predeterminada con Cortadora ChiTuBox. Aún así, estas y otras impresoras también funcionarán con Lychee. Fuera de estas dos opciones principales, hay fabricantes con sus propias rebanadoras, especialmente Anycubic, pero muchos recomiendan alejarse de las rebanadoras patentadas otras opciones.
Comencemos con las operaciones más comunes que necesita saber para cortar un modelo para imprimir.
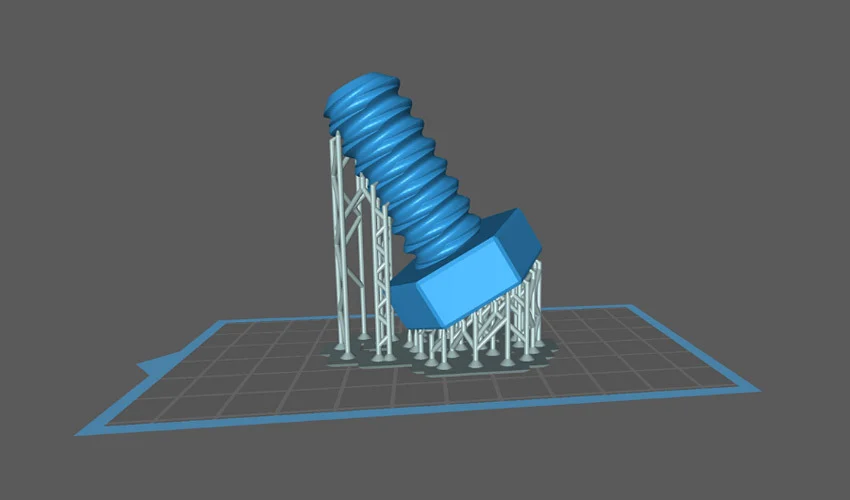
Orientación
Esta es la clave cuando se trata de cortar. Puede priorizar tres cosas al orientar una parte:
Menos soportes: orientar el modelo correctamente reducirá la cantidad de ángulos pronunciados y, por lo tanto, la necesidad de soportes.
Tiempo de impresión reducido: cuanto más cerca esté la plataforma, menor será el número de capas y más rápida será la impresión.
Área de sección transversal: dependiendo de la inclinación, cada capa tendrá un área diferente expuesta a la resina. Cuanto más grande sea, más fuerte será la fuerza de pelado en la hoja FEP. Una fuerza excesiva puede hacer que la capa se adhiera a la hoja, separando la impresión o delaminando las capas posteriores.
La orientación automática ( si la proporciona su rebanadora ) puede ser útil y definitivamente es más rápida en comparación con hacerlo manualmente, pero no es perfecta. Siempre verifique los resultados antes de continuar.
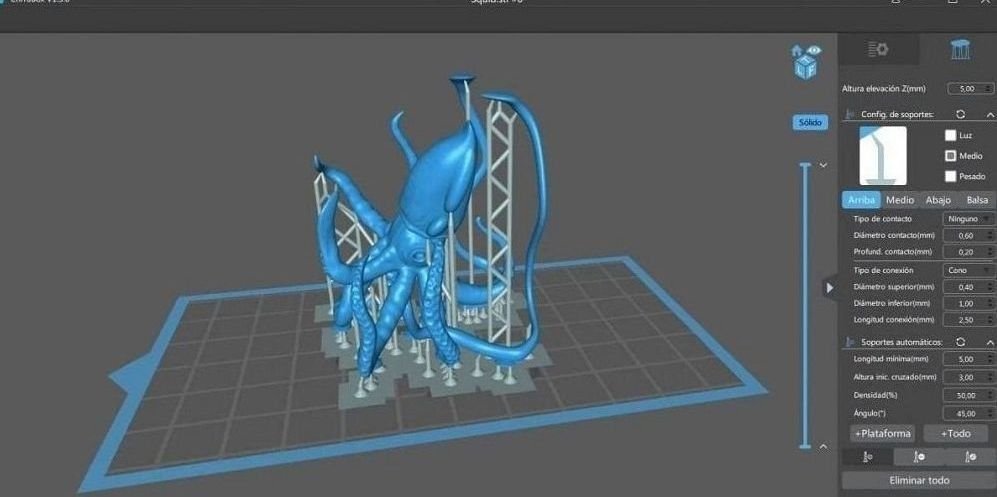
Auto-soportes y balsas
La tentación de hacer clic en el botón de generación automática sin verificar puede ser fuerte. De acuerdo, los algoritmos de soporte automático se han vuelto excelentes para agregar soporte donde sea necesario, pero no son infalibles. Siempre verifique si hay islas ( sin soporte del modelo que puedan desprenderse durante la impresión ) y agregue manualmente los soportes donde sea necesario. Si la impresión anterior falló debido a un soporte insuficiente, aumente la densidad o las dimensiones de las estructuras ( si es factible, los celosías son una gran idea ).
Por otro lado, las balsas son fáciles de activar y son una excelente manera de aumentar el área de superficie para el contacto para evitar la no adherencia con la placa de construcción.
Hueco
Hacer esto puede ahorrar resina donde no se necesita, pero siempre requerirá drenaje en forma de pequeños agujeros. Puede colocar los agujeros donde desee, siempre que todos los bolsillos huecos (algunos modelos pueden tener más de uno) tengan al menos uno. Las dimensiones son arbitrarias: deben ser lo suficientemente grandes para ser impresas y permitir que la resina y el aire escapen, pero lo suficientemente pequeñas (y bien ubicadas) para no afectar el aspecto de la impresión.
Escalada
Esta operación puede ayudar enormemente con la precisión dimensional. Las resinas a menudo se encogen cuando están completamente curadas, lo que da como resultado un modelo final varios puntos porcentuales más pequeño. Puede escalar el modelo para compensar esto. El escalado no uniforme también puede ayudar a compensar el sangrado leve aplicando una compensación en el plano XY. Diferentes segmentaciones tienen diferentes nombres para esta función.
Suavizado
Esto suaviza los bordes de la impresión, lo que podría ser una ventaja si buscas una textura más uniforme. En algunos casos, se suma al sangrado de luz preexistente y da como resultado una pieza con menos precisión dimensional.
Una máscara de luz
Esta opción también ayudará a aumentar la precisión de la impresión. El principio detrás de esto es mapear la uniformidad de la luz en la pantalla, generando una máscara que bloquea la fuente donde sea necesario. No muchas rebanadoras e impresoras admiten esta función. Actualmente, solo Formware3D tiene un asistente de calibración integrado para máscaras de luz.
Preparación de impresoras y resinas
Preparar una impresión de resina es realmente fácil y, aunque la mayoría de los procedimientos parecen iguales, le sugerimos que siga el manual de usuario de su máquina. Aún así, aquí hay una buena lista de verificación para pensar antes de comenzar:
Verifique la placa: nivele correctamente la placa (que a menudo es la culpable de muchos problemas) en relación con el fondo del tanque y asegúrese de que la primera capa no esté demasiado apretada.
Revise la tina: Verifique que no haya rasgaduras, abolladuras o manchas no transparentes en la hoja de FEP.
Verifique la resina: controle la temperatura de la resina y siga las especificaciones recomendadas por el fabricante. La mayoría de las resinas requieren una temperatura ambiente de alrededor de 20-25 °C para curarse y adherirse correctamente. La temperatura ambiente muy fría puede provocar la delaminación de la capa, problemas de adhesión y las erupciones antes mencionadas. Si está imprimiendo constantemente en un ambiente frío, considere calentar la carcasa de la impresora. Nunca imprima con resina estropeada o vieja.
En cuanto a la calibración, el ajuste más importante para acertar son los tiempos de exposición . Un valor incorrecto no solidificará la resina correctamente ni la curará en exceso. En ambos casos, la delaminación es un resultado muy probable.
Postprocesamiento

El procesamiento posterior de las impresiones es probablemente la operación que consume más tiempo y lo que muchos llamarán la desventaja de la impresión con resina. En realidad, hay muchas formas de simplificar o incluso automatizar parcialmente el proceso.
Eliminación de soporte
Cuando retire y limpie su modelo, use guantes de nitrilo para proteger sus manos de la resina y una mascarilla para evitar respirar los gases de escape. Un juego de cuchillos X-Acto n.° 17 y n.° 18 puede funcionar mejor que una espátula para quitar la impresión de la plataforma de construcción, pero trabaje lentamente para evitar astillar el modelo y siempre apunte lejos de su cuerpo. Puedes dejar que el exceso de resina (incluida la resina del interior de los modelos huecos) vuelva a drenarse en el tanque de resina. Sacar el exceso de resina de la plataforma de construcción funciona bien con una escobilla de goma, y luego puede desechar la resina sobrante .
Dicho todo esto, la eliminación del soporte sigue siendo, desafortunadamente, una obra de arte. Sin embargo, es importante quitar los soportes antes de seguir polimerizando la impresión, prestando atención a las partes flexibles y quebradizas. Usar las manos para quitarlos puede dar como resultado que partes puntiagudas de los soportes atraviesen el guante, por lo que se recomienda un par de tijeras y protección para los ojos (para bloquear los objetos que salen volando después de ser cortados).
Hay muchos otros consejos de eliminación, pero su eficacia no es segura. Una bastante popular y extendida es sumergir el modelo en agua caliente para quitar fácilmente los soportes. Tiende a funcionar porque la mayoría de los fotopolímeros sensibles a los rayos UV son sensibles a los cambios de temperatura hasta que se curan por completo. Desafortunadamente, suaviza toda la impresión, deformando pequeñas características (como púas, cabello, espadas, etc.), y no es la mejor opción si ha optado por resinas lavables con agua . Animamos a experimentar y probar diferentes técnicas para encontrar lo que funciona mejor para usted.
Limpieza
La práctica estándar de limpieza es enjuagar el modelo en alcohol isopropílico (IPA). Si el modelo es hueco y tiene orificios de drenaje, permita que el alcohol llene parcialmente el modelo, cubra los orificios de drenaje y luego agite suavemente el modelo para enjuagar el interior. Cuanto más tiempo dejes el modelo en el alcohol, más opaco se volverá, por lo que es mejor mantener la duración del enjuague muy breve, nunca más de 10 minutos. Puede sostener el modelo en el alcohol y usar un cepillo de dientes para limpiar cualquier exceso de resina, luego deje que el modelo se drene. La pieza resultante debe ser lisa y no pegarse al tocarla.
Dado que IPA es difícil de conseguir en muchas partes del mundo (y no se puede utilizar para la limpieza ultrasónica), muchas empresas han desarrollado sus propias soluciones de limpieza. Entre los más conocidos se encuentran Formfutura EasyClean, la solución Smart Clean de Moiin y Resin Cleaner 30 de PhotoCentric3D. Si bien el IPA sigue siendo el mejor, algunas resinas podrían beneficiarse de un lavado con un agente específico. Alternativamente, puede ser útil cambiar a una resina lavable con agua .
Si está buscando una solución de enjuague más avanzada, podría considerar un agitador magnético . Esta herramienta utiliza un campo magnético giratorio para hacer que las cápsulas magnéticas sumergidas en el alcohol isopropílico agiten el alcohol mientras enjuagan la pieza. Alternativamente, hay estaciones de lavado y curado 2 en 1 que tienen como objetivo simplificar el proceso y minimizar el desorden y la necesidad de intervención manual. Veremos más en esto a continuación.
Curación
El curado es un paso esencial en el procesamiento posterior de una impresión de resina. Después de lavar el exceso de resina de las superficies, los modelos deben curarse y solidificarse bajo una luz ultravioleta. Una lámpara UV debe tener la misma longitud de onda que la resina utilizada (que suele ser de 385 a 405 nm). Alternativamente, si es un día soleado, es posible exponer la impresión a la luz solar durante un período de tiempo un poco más largo, girándola de vez en cuando para exponer uniformemente todas las superficies.
Una cabina UV de bricolaje hecha de una caja de cartón, papel de aluminio y LED UV logrará excelentes resultados, pero a veces es necesario pasar al siguiente nivel para agilizar el procesamiento posterior. Los kits de lavado y curado generalmente están hechos de una sola unidad que funciona como un baño de isopropilo y una cabina de lámpara UV. Tienden a tener el mismo tamaño que la impresora para la que están destinados, ya que generalmente permiten sumergir y enjuagar toda la placa de construcción.
Después de la limpieza, una placa giratoria UV girará e iluminará la pieza para que se cure por completo. Muchos modelos ofrecen ciclos cronometrados para obtener resultados consistentes. Muchos fabricantes de impresoras de resina venden una estación de lavado y curado para cada una de sus máquinas o líneas de impresoras.
Y una vez que tenga la impresión lista para usar o exhibir, es muy importante tratar correctamente la resina sobrante y el IPA:
No deseche la resina sin curar en el fregadero, deséchela de acuerdo con las pautas locales para productos peligrosos.
Cure completamente los soportes antes de tirarlos a la basura, o mejor aún, considere desecharlos por separado.
Recoger todas las aguas residuales o IPA utilizadas en el proceso de lavado y limpieza. Deséchelos de acuerdo con las normas locales.
No importa la situación, no disperse subproductos o desechos de cualquier origen en el medio ambiente.
Te gusto?
Nuestra web se mantiene gracias a la colaboración de personas como tú. Si encuentras nuestro contenido útil y quieres ayudarnos a seguir ofreciéndolo, invitamos un Tecito. Al hacerlo, estarás contribuyendo al mantenimiento y mejora de nuestro sitio. ¡Gracias por tu colaboración!