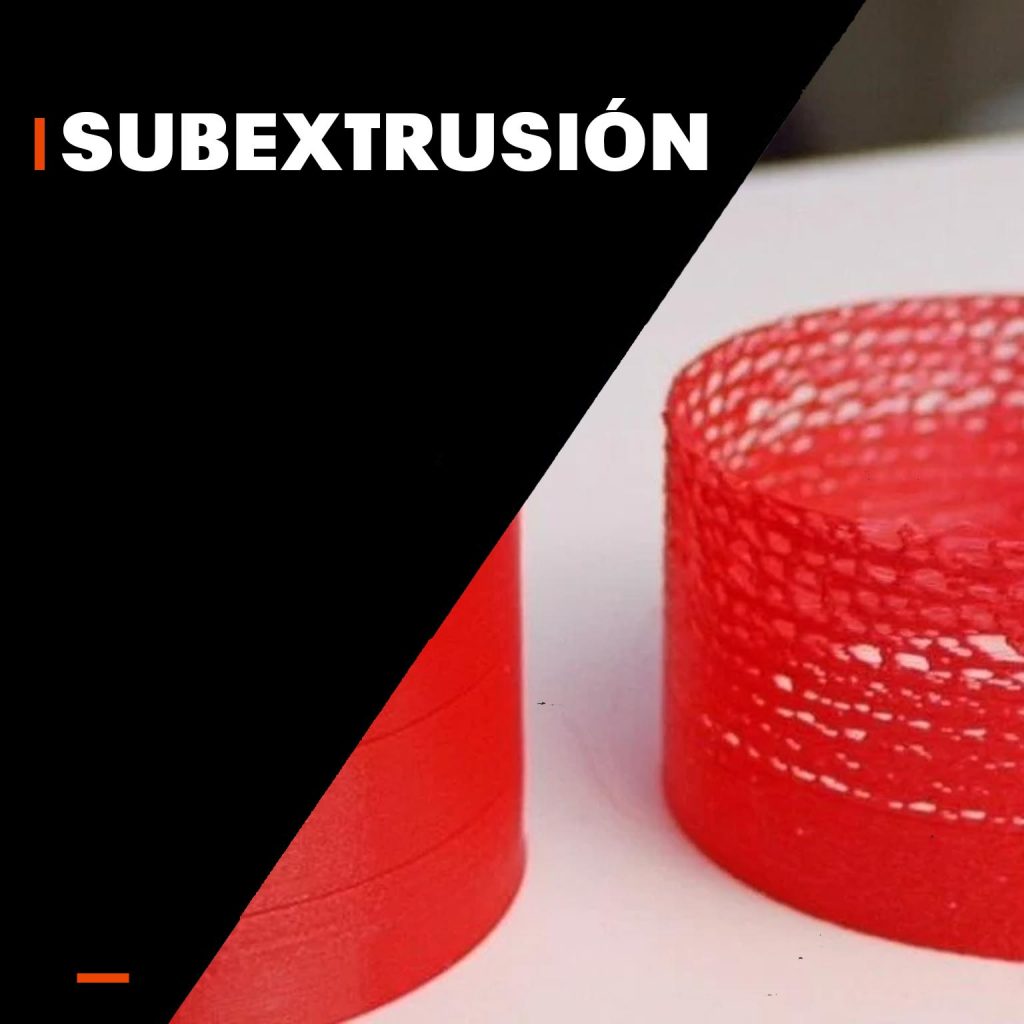
Subextrusión.
Puede reconocer bajo extrusión cuando falta material en las capas de su impresión. Los objetos impresos con capas extruidas pueden ser frágiles y tienden a romperse. Puede haber varias causas para la extrusión insuficiente y también debe pensar si recientemente realizó algún cambio en su impresora (o tal vez no realizó mantenimiento durante un período prolongado), ya que podría encontrar al culpable allí.
Los factores comunes en las extrusiones inferiores son:
- Calibración de la primera capa demasiado cerca
- Configuración de la segmentación
- Boquilla
- Engranajes de extrusión
- Refrigeración insuficiente del hotend
- Filamento
Calibración de la primera capa demasiado cerca
Asegúrese de haber realizado correctamente la calibración de la primera capa. Evite compensar la falta de adherencia aplastando demasiado la primera capa. Si la boquilla está demasiado cerca de la placa de construcción, se puede obstruir el paso del filamento. Recomendamos ejecutar la calibración de la primera capa cada vez que mueva la impresora a una ubicación diferente o realice tareas de mantenimiento en el hotend, como cambiar la boquilla. Además, cuando cambia la hoja de acero de la texturizada a la lisa, debe volver a calibrar debido al diferente grosor de la hoja. Es por eso que presentamos los perfiles de chapa de acero .
Configuración de la segmentación
Cada perfil en PrusaSlicer contiene configuraciones que determinan la temperatura, las velocidades y la cantidad de filamento que debe extruir la impresora 3D. La impresora no proporciona información sobre la cantidad de filamento que realmente sale de la boquilla. Puede ser que se extruya menos filamento de lo que espera el firmware. Si eso sucede, es posible que observe espacios en y/o entre las capas impresas.
Asegúrese de haber configurado su impresora en PrusaSlicer ejecutando el Asistente de configuración y, como punto de partida, debe usar los perfiles de filamentos en stock que se adaptan a su máquina, tipo de filamento y tamaño de boquilla.
Boquilla
Si en algún momento te quitaron la boquilla del hotend, asegúrate de haberla reinstalado correctamente. Consulte la guía dedicada a su hotend:
Una instalación incorrecta puede causar obstrucciones y fugas. La boquilla debe apretarse cuando se calienta y debe haber un espacio entre la boquilla y el bloque calentador. Además, inspeccione el extrusor y el hotend en busca de daños, como el elemento calefactor o los cables del termistor o una rotura de calor doblada (solo en el hotend V6).
Uso de boquillas especiales
Si está utilizando boquillas especiales como acero endurecido o acero inoxidable, etc., es posible que deba aumentar la temperatura de la boquilla al imprimir, generalmente dentro de un rango de 5 a 10 °C. El acero tiene diferentes propiedades térmicas en comparación con una boquilla de latón, lo que puede afectar los resultados de impresión, principalmente la adhesión entre capas. Pero recuerde que las temperaturas más altas también pueden provocar un aumento de los hilos. Si el problema persiste, intente reemplazar la boquilla con la boquilla de latón original de 0,4 mm y vea si hace la diferencia.
Además, no todos los tamaños de boquillas serán adecuados para todos los filamentos. Los filamentos que contienen partículas de madera o metal generalmente no serán adecuados para boquillas con un diámetro inferior a 0,4 y algunos requerirán una boquilla aún más grande, como 0,6 mm o 0,8 mm. Para obtener más información, consulte Diferentes tipos de boquillas .
Una boquilla de 0,1 mm puede considerarse experimental ; Su pequeño diámetro no funcionará con todos los filamentos, las tolerancias requeridas en su fabricación son difíciles de garantizar y el tiempo de impresión excesivo que requiere puede ser más allá de lo razonable. Para estas buenas resoluciones, es posible que desee considerar la impresión SLA.
Engranajes de extrusión
Revise ambos engranajes de Bondtech en busca de suciedad o desalineación para que puedan empujar el filamento.
Además, asegúrese de que la rueda guía del extrusor de su impresora tenga la tensión correcta . Si el tornillo de la polea loca está demasiado flojo o demasiado apretado, se puede producir una subextrusión.
Refrigeración insuficiente del hotend
Es muy importante controlar la “zona de fusión” del filamento. Con un enfriamiento insuficiente, el filamento puede comenzar a derretirse demasiado lejos de la boquilla. Verifique que el ventilador de su extrusora esté instalado en la orientación correcta y si el ventilador está bloqueado por un trozo de filamento u otros desechos.
Si está utilizando su impresora en un recinto, asegúrese de que la temperatura interior no sea demasiado alta, ya que el sobrecalentamiento puede provocar la fuga de calor, donde el filamento comenzará a derretirse antes de llegar a la boquilla.
Filamento
Una temperatura de impresión demasiado baja o demasiado alta también puede causar problemas de impresión. Si la marca y el tipo de su filamento no aparecen en PrusaSlicer, puede intentar ajustar la temperatura de impresión en +/- 5-15 °C para ver si esto resuelve el problema.
Algunos materiales especiales, como los materiales flexibles , pueden requerir muchos ajustes y modificaciones para imprimirlos correctamente. Los materiales compuestos , como el filamento Woodfill, pueden requerir como mínimo una boquilla de 0,6 mm y una altura de capa de 0,2 mm para evitar obstrucciones. Si hay materiales compuestos como kevlar o fibra de carbono, se requiere una boquilla endurecida .
Algunos filamentos también pueden tener un grosor variable, debido a la calidad o materiales infundidos como la madera, lo que provocará cambios inesperados en el volumen del filamento extruido. El estándar de la industria de variaciones en el diámetro es de +/- 0,05 mm.
Mantenga su filamento seco, libre de humedad porque los filamentos húmedos tienen un impacto negativo en la impresión, especialmente el filamento soluble, PETG y ABS. Recomendamos enfáticamente volver a colocar los carretes dentro de su bolsa original cuando no esté en uso, junto con un gel de sílice. Recomendamos almacenar sus filamentos en un área seca o idealmente en una “caja seca”.
Carga/descarga incorrecta
Cuando cargue un nuevo filamento con una temperatura especificada más baja, precaliente la boquilla a la temperatura requerida por el tipo de filamento anterior que ha utilizado. Es decir, siempre el filamento de mayor temperatura, ya que lo más probable es que sus restos aún estén en el hotend. Por ejemplo, si ha impreso con ABS o PETG y desea imprimir con PLA ahora, cargue el filamento PLA a la temperatura de ABS o PETG. De esta manera, el filamento recién introducido puede expulsar al anterior.
Te gusto?
Nuestra web se mantiene gracias a la colaboración de personas como tú. Si encuentras nuestro contenido útil y quieres ayudarnos a seguir ofreciéndolo, invitamos un Tecito. Al hacerlo, estarás contribuyendo al mantenimiento y mejora de nuestro sitio. ¡Gracias por tu colaboración!


